")
")
區(qū)")
- 全國(guó)統(tǒng)一銷(xiāo)售熱線:
- 北京總部:
- 010-64437473
- 上海:
- 021-62113795
- 深圳:
- 0755-86241216

德高潔高壓水射流鋼管除鱗系統(tǒng)噴嘴布置介紹
時(shí)間:2014-03-12 來(lái)源: 北京德高潔清潔設(shè)備有限公司
鋼管管端加厚工藝流程中,由于在鐓鍛前設(shè)計(jì)了中頻加熱爐和天然氣管端均熱爐,經(jīng)過(guò)中頻加熱和均熱爐均熱后,管端受熱表面會(huì)產(chǎn)生具有一定厚度的氧化層鐵皮,由于氧化鐵皮的存在,鐓鍛時(shí)氧化皮被同時(shí)壓入管子表面,并對(duì)模具表面產(chǎn)生周期性的摩擦沖擊,使模具表面磨損加重,造成模具磨損快、壽命成倍縮短。為了解決鐓鍛生產(chǎn)的實(shí)際問(wèn)題,提高產(chǎn)品質(zhì)量,延長(zhǎng)模具壽命,降低生產(chǎn)成本,北京德高潔清潔設(shè)備有限公司開(kāi)發(fā)了高壓水射流鋼管管端除鱗系統(tǒng)。以下主要介紹德高潔高壓水射流鋼管除鱗系統(tǒng)噴嘴布置情況。
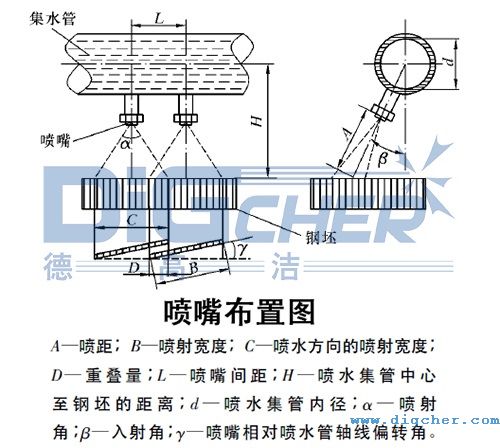
管端除鱗其實(shí)是剝離和清除氧化鐵皮兩個(gè)過(guò)程。保證鋼管表面氧化鐵皮被完全剝離的基本條件為:
1、單個(gè)噴嘴噴射在鋼管表面上的除鱗水的斷面覆蓋長(zhǎng)度大于等于噴嘴間距;
2、高壓水對(duì)氧化鐵皮的作用力F大于氧化鐵皮與鋼坯的粘附力f。對(duì)于管材除鱗,為保證系統(tǒng)具有最大打擊力,并盡量減少噴嘴數(shù)量,噴嘴噴射角α取30°;為使鋼管表面所受垂直打擊力和水平?jīng)_刷力達(dá)到最佳匹配,噴嘴入射角β取為10°;同時(shí)噴嘴相對(duì)噴水管軸線偏轉(zhuǎn)角γ越小,高壓水對(duì)鋼坯的覆蓋效果也越好,但γ太小,相鄰噴嘴的高壓水流易發(fā)生干涉,影響除鱗效果。
考慮到管端除鱗為往復(fù)運(yùn)動(dòng),并且在返回的過(guò)程中要除鱗,因此噴嘴入射角β與管端軸線方向成一定角度。
- 標(biāo)簽:
- 噴嘴布置
- 高壓水射流鋼管除鱗系統(tǒng)
高壓清洗機(jī)在鑄件清砂應(yīng)用中的主要力學(xué)參
2012-06-05
高壓清洗機(jī)去毛刺技術(shù)分析
2011-12-27
教你如何讓超高壓清洗機(jī)物盡其用
2017-07-05
高壓水射流深穿透無(wú)污染射孔技術(shù)
2015-09-18
高壓清洗機(jī)能量的分布與清洗效率的提高
2012-07-09
高壓清洗機(jī)日常維護(hù):噴嘴的磨損因素及更
2018-08-22
高壓水去毛刺機(jī)專(zhuān)用噴嘴介紹
2018-07-16
高壓水射流破碎混凝土的優(yōu)點(diǎn)
2018-07-04
高壓清洗機(jī)在管道清洗時(shí)的注意事項(xiàng)
2018-06-28
高壓水射流清洗安全注意事項(xiàng)
2018-06-20